

Many professionals assume a welding electrode is just a stick of filler metal you plug into your machine and burn. That assumption quietly sabotages weld quality on job sites every day. The function and design of welding electrodes goes far deeper than feeding metal into a joint. Coating chemistry, current type, base metal compatibility, and storage conditions all interact to determine whether a weld passes inspection or fails under load. This article breaks down what electrodes actually are, how their types differ, why coatings matter, and how to match the right electrode to your specific project requirements.
Table of Contents
- What is a welding electrode: Core functions and definitions
- Types of welding electrodes: Consumable vs. non-consumable
- Covered electrodes: Coatings, shielding, and mechanical properties
- Selecting the right welding electrode for industrial projects
- Professional perspective: Why electrode choice defines success in fabrication
- Shop welding electrodes and equipment for your next project
- Frequently asked questions
Key Takeaways
| Point | Details |
|---|---|
| Electrode functions vary | Welding electrodes conduct current, stabilize arc, and can provide filler metal depending on type. |
| Type impacts performance | Consumable and non-consumable electrodes have distinct roles, affecting weld quality and project efficiency. |
| Coating is critical | Electrode coatings create shielding and influence mechanical properties for robust welds. |
| Selection drives success | Choosing the right electrode for the metal and job specs is key to achieving optimal weld results. |
| Proper storage matters | Storing electrodes correctly avoids moisture damage and ensures reliable welding outcomes. |
What is a welding electrode: Core functions and definitions
An electrode in welding is a conductor through which electrical current flows to establish and sustain the arc between the electrode tip and the base metal. That arc generates the heat needed to melt the metal and form a solid weld pool. Simple enough on the surface, but the definition and functional breakdown of a welding electrode includes much more than just current conduction.
Electrodes serve three simultaneous roles in most welding processes:
- Current conductor: The electrode completes the welding circuit, allowing the arc to form at a controlled distance from the work piece.
- Filler metal supplier: In consumable electrode processes, the electrode melts and deposits metal into the joint, building up the weld bead.
- Arc stabilizer: The chemical composition of the electrode tip or coating helps maintain a stable, consistent arc, which directly affects bead shape, penetration, and overall weld integrity.
For weld quality insights in industrial applications, this triple function means that selecting a substandard or mismatched electrode is never just a minor inconvenience. It introduces variability into every one of these functions at once.
A welding electrode is not simply filler metal. It is a precisely engineered conductor, arc stabilizer, and in many processes, a shielding system that works together to control the weld pool from start to finish.
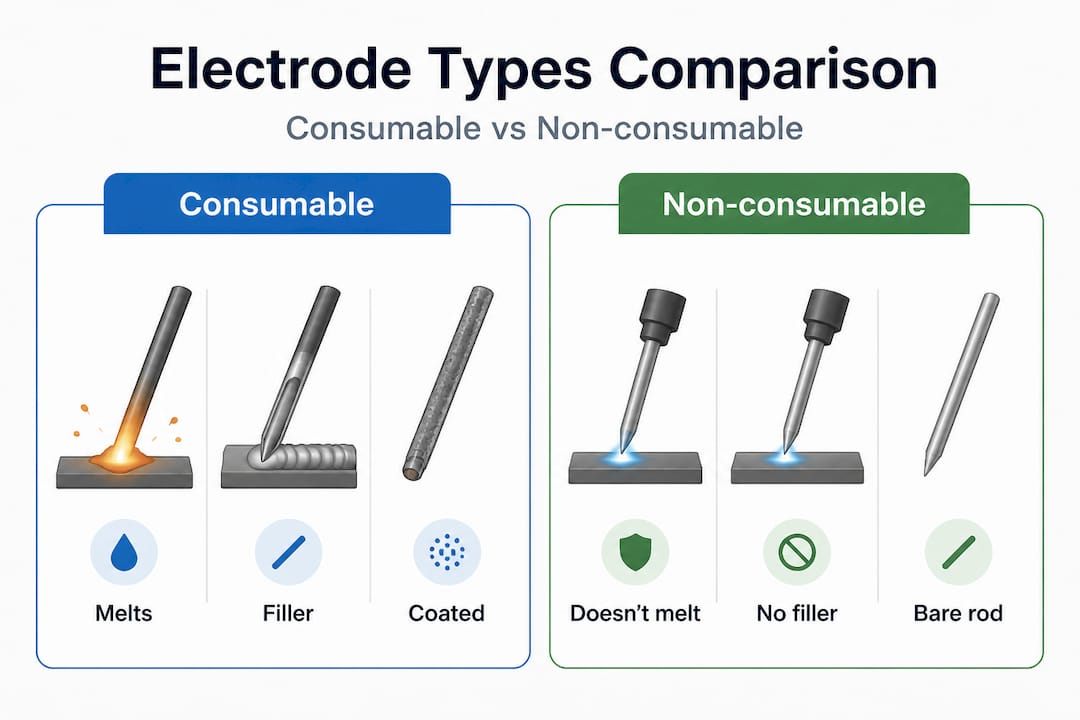
The distinction between consumable and non-consumable electrodes is foundational. Consumable electrodes melt during the process, feeding filler metal directly into the weld pool. Non-consumable electrodes maintain their form throughout the weld, with filler added separately when needed. That difference alone changes which processes, materials, and code requirements apply to a given job.
Types of welding electrodes: Consumable vs. non-consumable
Once you understand the core function, the next step is recognizing how electrode types align with specific processes and project needs. Electrode type separation maps directly to the welding process being used and the properties required in the finished weld.
Consumable electrodes are used in:
- SMAW (Stick welding): Covered electrodes where the coating creates shielding and slag as the core wire melts. These are workhorses in structural, pipeline, and field fabrication. A product like the Simplestik welding rod is a practical example of a consumable SMAW electrode built for industrial performance.
- GMAW (MIG welding): A bare or lightly coated wire fed continuously through the gun. External shielding gas protects the arc. Products like aluminum MIG wire fall in this category, designed for specific base metals and deposition requirements.
- FCAW (Flux-cored arc welding): Similar to GMAW in setup, but the wire contains flux in its core, eliminating or supplementing the need for external shielding gas. Common in heavy fabrication and outdoor applications.
Non-consumable electrodes are used in:
- GTAW (TIG welding): Tungsten electrodes that maintain their form and provide the arc path. Filler metal is added separately. A pure tungsten electrode is appropriate for AC processes on aluminum and magnesium, while other tungsten types suit DC applications on steel and stainless.
Here is a direct comparison of the two electrode types across key industrial criteria:
| Criterion | Consumable electrodes | Non-consumable electrodes |
|---|---|---|
| Melts into weld | Yes | No |
| Filler source | Electrode itself | Separate filler rod |
| Primary processes | SMAW, GMAW, FCAW | GTAW (TIG) |
| Shielding method | Coating, flux, or gas | External gas only |
| Common base metals | Carbon steel, stainless, aluminum | Stainless, aluminum, exotic alloys |
| Operator control | Moderate to high | High precision required |
| Typical applications | Structural, pipeline, general fab | Aerospace, food grade, critical welds |
Pro Tip: Do not let process familiarity drive your electrode choice. Let base metal composition, joint design, and post-weld mechanical requirements drive the decision first, then select the process and electrode type that best serves those requirements.
Covered electrodes: Coatings, shielding, and mechanical properties
Coatings on covered electrodes are where the real engineering happens, and where many shops underestimate the impact on finished weld performance. The importance of electrode coatings in shielding and mechanical property development is substantial enough that two electrodes with the same core wire composition can produce dramatically different results based on coating chemistry alone.
When the electrode arc melts the covering, it generates two simultaneous protective systems:
- Shielding gas: Combustion of organic compounds in the coating displaces atmospheric oxygen and nitrogen from the arc zone, preventing porosity and oxidation in the weld pool.
- Slag layer: Mineral compounds in the coating form a molten slag that floats on the weld pool, insulating it from rapid cooling and protecting it from contamination until it solidifies and can be chipped away.
The coating type determines far more than just shielding. Here is how common coating classifications compare in industrial practice:
| Coating type | Moisture sensitivity | Penetration | Impact toughness | Typical use |
|---|---|---|---|---|
| Cellulosic (EXX10, EXX11) | High | Deep | Moderate | Pipeline, vertical down |
| Low hydrogen (EXX18, EXX16) | Very high | Moderate | Excellent | Structural, pressure vessels |
| Rutile (EXX13) | Moderate | Shallow to medium | Good | General fabrication, light gauge |
| Iron powder (EXX24) | Moderate | Medium | Good | High-deposition flat/horizontal |
Low hydrogen electrodes are the most demanding to store properly. Even a few hours of exposure to humid air can introduce enough moisture to cause hydrogen-induced cracking in restrained joints, which may not show up until hours or days after welding is complete.
For processes like GMAW, coatings are replaced by external shielding gas and wire chemistry. Products like ER70S-6 welding wire are engineered with specific deoxidizer levels to handle mill scale and light contamination on carbon steel, compensating for the lack of flux with wire chemistry.

Weld quality standards in structural and pressure vessel codes often mandate specific electrode classifications and storage conditions, meaning that how you handle electrodes before the arc even strikes affects whether the finished joint meets spec.
Proper electrode handling and storage practices include:
- Store low hydrogen electrodes in a rod oven at 250°F to 300°F after opening the sealed container.
- Recondition electrodes that have been exposed to ambient air for more than four hours by re-drying at the manufacturer’s specified temperature.
- Never store electrodes directly on concrete floors, which can wick moisture through the packaging.
- Rotate stock using first-in, first-out practices to avoid using aged product.
- Follow welding electrode storage safety guidelines to maintain compliance and protect weld integrity.
These are not suggestions. In critical applications, documented electrode storage and handling is part of the quality system and can be subject to third-party audit.
Selecting the right welding electrode for industrial projects
Electrode selection directly affects weld pool shielding, bead quality, and mechanical strength in ways that no amount of technique correction can fully compensate for after the fact. Getting this decision right before the job starts is always easier than troubleshooting defects after the fact.
Here is a systematic selection process that experienced fabricators and shop managers use to avoid common mistakes:
-
Identify the base metal and its condition. Know the material specification, not just the common name. A516-70 pressure vessel plate and A36 structural steel are both “carbon steel,” but they may call for different electrode choices based on tensile requirements and carbon equivalent values.
-
Determine the required mechanical properties. Minimum tensile and yield strength, impact toughness at temperature, and ductility requirements should all be pulled from the applicable code or engineering specification before selecting an electrode.
-
Assess the welding position. Not all electrodes are rated for all positions. An E7024 iron powder electrode excels in flat and horizontal fillet work but has no business in a vertical or overhead joint. Confirm the electrode’s position rating matches the job.
-
Consider the joint design and fit-up. Tight, well-fitted joints allow for a wider range of electrode choices. Poor fit-up may require an electrode with better gap-bridging characteristics or a process change entirely.
-
Evaluate environmental and site conditions. Outdoor work, drafty shops, and high-humidity environments favor flux-shielded processes and low hydrogen electrodes over gas-shielded alternatives that struggle with wind interference.
-
Match current type and polarity. Not every electrode runs on AC or both AC and DC. Verify that your power source and the electrode’s current requirements are compatible before ordering consumables for a large job.
-
Cross-reference with applicable codes. AWS D1.1, ASME Section IX, and API 1104 each have prequalified or approved electrode lists. Using a classified electrode keeps you inside the requirements without additional testing.
For TIG applications on critical joints, the tungsten selection matters as much as the filler. A thoriated tungsten electrode is a common choice for DC welding on carbon and stainless steel because of its excellent arc starting and longevity. If you need to browse and compare options across classifications and processes, the full range of welding rods for sale at Simpleweld covers the major classifications used in industrial fabrication.
Pro Tip: Always verify electrode compatibility directly against your WPS (Welding Procedure Specification) or project spec. Using an electrode that performs well in your experience is not the same as using an electrode that is qualified for the job. One creates good welds. The other creates defensible, code-compliant welds.
Professional perspective: Why electrode choice defines success in fabrication
Here is something that does not get enough attention in standard electrode guides: most shops get the big decisions right. They know not to run cellulosic rods on restrained structural joints without preheat. They know their TIG welder needs tungsten, not a stick electrode. The problems almost always show up in the middle ground, the details that seem minor until something fails.
Coating condition is one of those details. You can select the technically correct E7018 low hydrogen rod, store it in a rod oven, and still have porosity and toughness issues if your welders are pulling rods out of the oven for longer shifts than your procedure allows before the exposed end picks up moisture. It is not the electrode specification that failed. It is the handling between the oven and the arc.
Arc behavior under real shop conditions is another area where experience matters more than spec sheets. A high-cellulose electrode that runs beautifully outdoors in pipeline work can be genuinely difficult to control inside a fabrication shop with inconsistent power supply voltage. Conversely, low hydrogen electrodes that struggle with arc starts in cold conditions perform consistently once a shop upgrades to an inverter-based power source with arc-force control. The electrode and the machine are a system. Treating them independently leads to troubleshooting loops that waste time and materials.
Practical weld quality insights consistently point to the same finding: post-weld inspection problems trace back more often to handling, storage, and setup than to electrode selection errors. Managers who track electrode performance over time, including lot numbers, storage conditions, and weld results, build a data set that lets them catch degraded product before it ends up in a critical joint.
The real edge for any fabrication shop is treating electrodes as precision consumables, not commodity supplies. That mindset shift changes how you procure, store, issue, and audit electrode inventory. It pays off in fewer rejected welds, less rework, and more consistent quality across your production floor.
Shop welding electrodes and equipment for your next project
Getting electrode selection right starts with having access to the right product range and reliable supply. Whether you are sourcing covered stick electrodes for structural work, TIG tungsten for critical joints, or MIG wire for high-volume fabrication, having a single trusted source makes procurement and traceability simpler.

At Simpleweld.com, you can browse welding rods across the major AWS classifications used in industrial and commercial fabrication. From low hydrogen stick electrodes to specialty MIG wires, the catalog is built for professional welders and shop managers who need reliable, industrial-grade product without the guesswork. You can also shop welders and supporting equipment to match your electrode choices to the right power sources, and explore the full range of complete welding equipment and accessories that keep your shop running at full capacity.
Frequently asked questions
How do welding electrode coatings protect the weld pool?
Electrode coatings produce shielding gases and a molten slag that protects the weld pool from atmospheric contamination, preventing porosity and oxidation while supporting weld strength and integrity.
What’s the practical difference between consumable and non-consumable electrodes?
Consumable electrodes melt into the weld and supply filler metal directly, while non-consumable electrodes maintain their form throughout the process and require a separate filler rod for joint fill.
How does electrode selection affect weld quality?
Choosing the right electrode improves arc stability and shielding, which directly controls penetration, bead shape, and the mechanical properties of the finished weld, including tensile strength and impact toughness.
What’s the best way to store welding electrodes?
Store electrodes, especially low hydrogen classifications, in a dry, temperature-controlled rod oven after opening, and recondition any product exposed to ambient conditions for more than a few hours per manufacturer specifications.
Recommended
- Find the best cutting tools for welding and fabrication – Simpleweld
- MIG welding techniques, tools, and best practices explained – Simpleweld
- Weldcote Pure Tungsten Electrode – Simpleweld
- Master TIG Welding: Technique, Precision, and Modern Advances – Simpleweld
- Sandblast nozzles: types, selection, and application guide – Blast Trader