

Not all metal cutting is the same, and confusing a cutting torch with a standard welding setup or a plasma system is a mistake that costs shops time, money, and cut quality. A cutting torch works by heating metal to its ignition temperature and then directing a high-pressure stream of pure oxygen to oxidize and blow the material out of the cut line, a fundamentally different process than fusion welding or plasma arc cutting. This article breaks down exactly how cutting torches work, which type suits each job, how professionals use them in real industrial environments, and how you can get the most out of yours on the shop floor.
Table of Contents
- How cutting torches work: The science behind the tool
- Cutting torch types: Oxy-fuel vs. alternatives
- Industrial applications of cutting torches
- Crucial tips for safe and effective torch operation
- What most professionals miss about cutting torches
- Upgrade your shop’s cutting capabilities
- Frequently asked questions
Key Takeaways
| Point | Details |
|---|---|
| Oxy-fuel torch fundamentals | Cutting torches use heat and oxygen to oxidize and remove metal efficiently. |
| Type selection matters | Choosing the right torch type depends on material, thickness, and application. |
| Precise technique is critical | Proper flame adjustment and maintenance are key for clean, safe cuts. |
| Industrial versatility | Cutting torches play vital roles in fabrication, construction, and repair. |
How cutting torches work: The science behind the tool
Let’s start by understanding what really happens inside a cutting torch as it slices through steel, because the chemistry here is not just textbook knowledge. It directly affects how you set up, adjust, and move the torch on every single cut.
Oxy-fuel cutting relies on two separate but connected stages. The first is preheating, and the second is oxidation. These are not interchangeable. Many operators assume the torch melts the metal to create the cut, but that’s wrong. The torch melts nothing during the actual cut. It oxidizes the iron.
Here is exactly what happens step by step:
- Preheat stage: The flame heats the steel surface to the correct ignition temperature before any cutting oxygen flows.
- Ignition stage: Once the metal glows at the right temperature, the operator opens the cutting oxygen lever.
- Oxidation stage: Pure oxygen reacts violently with the hot iron, converting it into iron oxide, which has a lower melting point than the base steel.
- Ejection stage: The oxygen jet blows the molten oxide slag out of the kerf (the slot created by the cut), leaving two clean edges behind.
The flame itself preheats the work to around 1,800°F (982°C), at which point a high-pressure jet of pure oxygen reacts with the iron to form oxide that is blown out cleanly. This is not the same temperature at which steel melts. Steel melts at roughly 2,500°F. The fact that cutting torches work hundreds of degrees below the steel’s melting point is exactly what makes them so effective for clean, precise industrial cuts without warping the surrounding base metal as severely as some other methods.
“The reaction between iron and oxygen at cutting temperature is strongly exothermic, meaning the cut actually generates its own heat once started. The torch’s job shifts to maintaining ignition, not supplying all the energy.”
This is a critical operating insight. Once the cut is running, a lot of the heat sustaining the reaction comes from the oxidation itself, not just your flame. If you move too slowly, slag builds up and clogs the kerf. If you move too fast, you break the oxidation reaction, and the cut stops cleanly.
Key operating parameters at a glance:
| Parameter | Typical range | Impact on cut quality |
|---|---|---|
| Preheat temperature | 1,750°F to 1,850°F | Too low: cut stalls; too high: excess slag |
| Cutting oxygen pressure | 30 to 60 PSI (varies by thickness) | Too low: incomplete cut; too high: rough edges |
| Travel speed | 6 to 20 in/min (varies by thickness) | Too slow: slag buildup; too fast: cut loss |
| Tip standoff distance | 1/8" to 3/8" | Affects heat transfer and kerf quality |
Pro Tip: Always run a short test cut on scrap before committing to your workpiece. A well-tuned torch at the right travel speed produces a narrow kerf with minimal slag. If slag is heavy or sticking, check your oxygen pressure and preheat time before touching your technique.
The oxy-fuel cutting process demands respect for both stages. Skipping or rushing the preheat phase is one of the most common reasons cuts fail or produce jagged, heavily slagged edges on the shop floor.
Cutting torch types: Oxy-fuel vs. alternatives
Now that we’ve seen what powers a cutting torch, let’s compare the major torch types professionals rely on, because picking the wrong one for your operation creates unnecessary cost and inefficiency.
Cutting torches are mechanically distinguished from welding torches by the cutting oxygen blast trigger, the lever or valve that delivers the high-pressure oxygen jet for the actual cut. Welding torches simply don’t have this. If you’ve ever grabbed what you thought was a cutting torch and found it lacked a trigger, that’s why your cut didn’t work.
Here’s how the main types stack up in fabrication environments:
Oxy-acetylene torches deliver the highest flame temperature of any fuel gas combination, reaching around 5,500°F (3,040°C) at the inner cone. This makes them the go-to for cutting thick structural steel, heavy plate work, and applications where fast preheat time matters. They handle a wide range of metal thicknesses effectively.

Oxy-propane torches run cooler than oxy-acetylene but are cheaper to operate and safer to store in many jurisdictions due to propane’s lower volatility. They are well-suited to lighter fabrication work, pipe cutting, and applications where acetylene’s high cost is hard to justify. Propane also stores better in cold environments, making it a popular field choice.
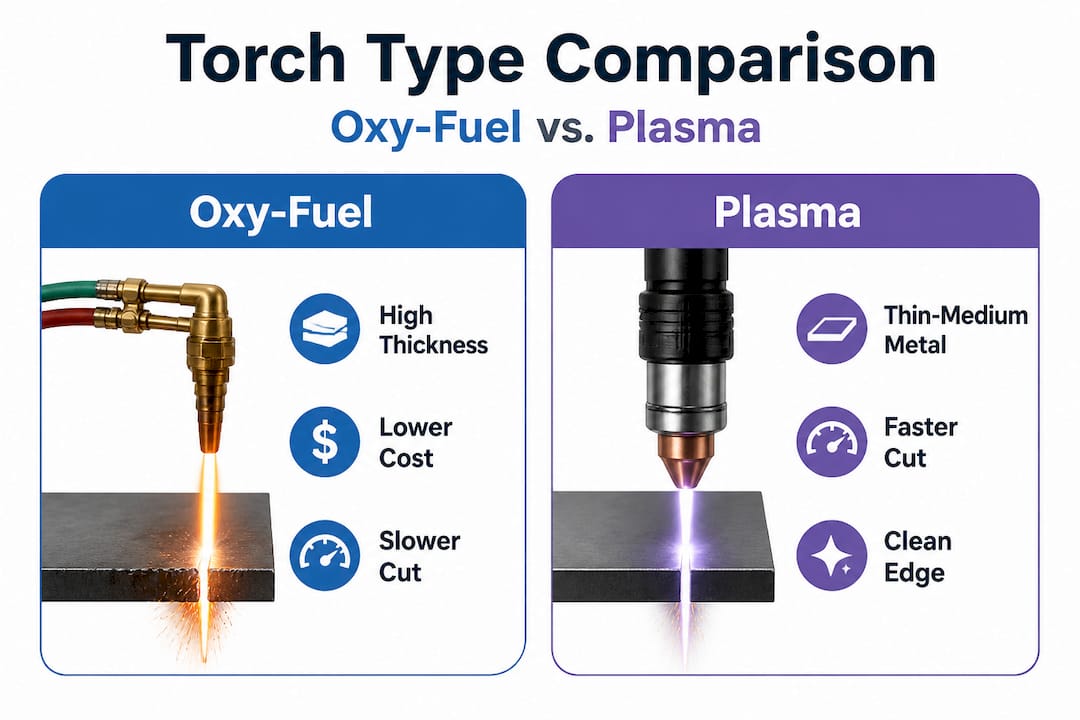
Plasma cutting torches use a completely different principle: an electrical arc ionizes a gas (typically compressed air or nitrogen) to create plasma that cuts through electrically conductive metals. They excel on aluminum, stainless steel, and thin materials that oxy-fuel can’t cut cleanly. However, they require electrical power and are generally more expensive to own and operate at the heavy-plate scale.
| Feature | Oxy-acetylene | Oxy-propane | Plasma |
|---|---|---|---|
| Max metal thickness | 12"+ with proper tips | Up to 6" typically | Up to 2" (most units) |
| Metals supported | Low-carbon steel only | Low-carbon steel only | Steel, aluminum, stainless |
| Equipment cost | Medium | Low to medium | Medium to high |
| Operating cost | Higher (acetylene price) | Lower | Varies (power + consumables) |
| Portability | High (no power needed) | High (no power needed) | Moderate (requires power) |
| Cut quality on thick steel | Excellent | Good | Limited |
Explore the full range of cutting torch designs to understand which configuration fits your specific fabrication setup. You can also browse available torch cutting variants to see what professional-grade options are on the market today.
One detail that often gets overlooked: the tip size on an oxy-fuel torch must match the material thickness. Using a tip designed for 1/4" plate on 2" structural steel is a recipe for poor cut quality, excessive slag, and wasted gas.
Industrial applications of cutting torches
Understanding the different types helps, but choosing the right tool depends on your application, so where do cutting torches shine most?
Cutting torches are essential in industrial metalworking for their speed and ability to cut thick materials cleanly, and the real-world applications span multiple industries. Let’s break down where cutting torches do their best work:
-
Fabrication shops: Cutting plates, structural sections, and pipe for assemblies. Cutting torches handle the bulk rough cutting before grinding or machining brings parts to final dimension. The combination of speed and thickness capability is hard to beat for carbon steel.
-
Construction and demolition: Removing steel beams, cutting rebar, and preparing structural connections on job sites where portability matters. Oxy-fuel setups need no electrical supply, which is invaluable in the field.
-
Pipeline and pressure vessel work: Modifying existing pipe runs, cutting flanges, and preparing bevel joints for welding. Torch cutting is often the first step before a qualified welder joins sections, and cut quality directly affects weld integrity.
-
Scrap and salvage operations: Quickly breaking down obsolete equipment, machinery frames, or structural components for recycling or repurposing. Speed and accessibility to awkward angles make torch cutting irreplaceable here.
-
Heavy repair operations: Removing damaged structural steel, cutting out failed welds, or accessing interior components of heavy machinery for repair. The torch’s portability means it goes where machinery often can’t.
A key advantage that often surprises fabricators who have only used plasma or saw cutting is the ability to cut industrial metals to thicknesses that most plasma units simply cannot reach. An experienced operator with the right oxy-acetylene setup and tip selection can cut steel plate exceeding 12 inches thick. No standard shop plasma cutter comes close to that.
Pro Tip: For construction or field work on heavy structural steel, always carry a spare cutting tip in your kit. Tips wear down or clog from slag faster under field conditions than in a controlled shop environment, and a worn tip kills cut quality long before the operator notices visually.
Crucial tips for safe and effective torch operation
With practical applications in mind, getting the most from your cutting torch means understanding safety and advanced handling tricks that separate clean, repeatable cuts from costly mistakes.
Before every session, run through this pre-operation inspection:
- Hoses: Check for cracks, kinks, or abrasion. Replace any hose showing damage. Never repair hoses with tape.
- Regulators: Verify both oxygen and fuel regulators are functioning correctly and set to the recommended pressure for your tip size and material thickness.
- Connections: Use approved fittings only. Leaks at connections are the most common cause of fires and flashbacks.
- Tip condition: Inspect the tip orifice for blockage or distortion. A damaged tip produces an uneven flame that compromises both cut quality and safety.
- Backfire arrestors: Fit these to both hoses at the torch end. They prevent a flashback from traveling back to the cylinder, and they save lives.
During cutting, flame adjustment is where most intermediate operators have room to improve. A neutral flame (balanced oxygen and fuel) is standard for most cutting operations. An oxidizing flame (excess oxygen) cuts faster but can produce more slag. A carburizing flame (excess fuel) is rarely useful for cutting and signals incorrect setup.
The torch must support ignition and maintain the correct cutting zone temperature rather than trying to melt the entire kerf, which means the exothermic reaction does much of the sustained work once the cut is established.
Understanding this helps you recognize when a cut is running correctly versus when you need to intervene. A cut running correctly produces a consistent hiss, a narrow kerf, and slag that falls away cleanly. A cut struggling produces a sputtering sound, wide or irregular kerf, and sticky slag.
For personal safety, the non-negotiables are:
- Cutting goggles or a welding helmet with the correct shade lens (shade 5 to 6 for most torch cutting work)
- Leather gloves and flame-resistant clothing with no synthetic fibers near the work zone
- Proper ventilation to remove combustion gases and metal oxide fumes
- Clear work area with combustibles removed or shielded from sparks
When you need tighter tolerances than a hand torch can deliver, mechanical alternatives like metal precision cutting saws are worth considering for specific operations. Always match the tool to the tolerance requirement, not the other way around.
Reviewing strong welding best practices alongside torch operation keeps your overall shop safety program consistent and reduces incident risk across every process.
What most professionals miss about cutting torches
Having covered technique and safety, it’s worth stepping back to examine what industry veterans wish they had known sooner about cutting torches, because experience reveals things that no manual covers.
The most persistent myth in fabrication shops is that a better torch automatically produces better cuts. We see this constantly: a shop upgrades to a premium torch body, and cut quality barely improves. Why? Because the torch is almost never the limiting factor. Technique and setup are. Specifically, travel speed consistency, correct preheat time, and tip selection for the actual material thickness account for roughly 80% of cut quality outcomes. The torch body itself accounts for maybe 20% at most.
Veterans who have logged serious hours with both oxy-fuel and plasma systems will tell you that switching between the two isn’t just a technology choice. It’s a process change that requires relearning your sense of speed, sound, and visual feedback. The sizzle of a running oxy-fuel cut sounds completely different from a plasma arc, and the visual cues for a correct cut versus a stalling cut are different too. Operators who don’t invest time in that recalibration produce poor cuts regardless of equipment quality.
Another thing field experience teaches is that post-cut finish is almost always underestimated in planning. A torch cut on 1" plate leaves a heat-affected zone and slag that needs grinding before welding or final fit-up. If your production schedule doesn’t account for that finishing time, you will blow your job timeline.
We’d also argue that fabricators who understand MIG welding advantages in terms of speed and process control actually get more out of their cutting torch work too, because the underlying mindset of managing heat input, material behavior, and process parameters carries over directly. Similarly, fabricators with TIG welding precision experience often develop a finer sensitivity to flame control and heat zone management that makes their torch cutting cleaner from day one.
The bottom line: your torch is a tool. Your technique, setup discipline, and understanding of the oxidation process are what actually produce professional-grade cuts. Invest in learning the process as much as you invest in the equipment.
Upgrade your shop’s cutting capabilities
Ready to apply what you’ve learned? Getting the right equipment is the logical next step after understanding the process, and the difference between a shop-grade setup and a consumer-grade one shows up immediately in cut quality, safety, and longevity.

At Simpleweld, we stock a full range of cutting torches for professionals designed for fabrication shops, contractors, and industrial users who need reliable, repeatable performance every shift. If your work calls for aluminum, stainless, or thinner gauges, our selection of plasma cutters gives you the precision and versatility to expand your shop’s capabilities. And no cutting operation is complete without the right protection: our welding safety gear covers everything from cutting lenses to flame-resistant clothing, so your crew stays safe and productive.
Frequently asked questions
What gases are commonly used in cutting torches?
Oxy-acetylene and oxy-propane are the most common gas combinations used in oxy-fuel cutting torches, with acetylene offering higher flame temperature and propane offering lower operating costs.
How does a cutting torch differ from a welding torch?
A cutting torch includes a cutting oxygen trigger that delivers the high-pressure oxygen jet required to oxidize and remove metal from the kerf, a feature that welding torches simply do not have.
What metals can be cut with an oxy-fuel torch?
Oxy-fuel cutting torches work best on low-carbon steel and are not suitable for aluminum or stainless steel, because those metals do not oxidize in the way required for the process to function correctly.
Why is flame adjustment important in torch cutting?
Proper flame adjustment ensures the preheat stage reaches the correct ignition temperature, and the torch maintains the cutting zone conditions needed for a clean, consistent oxidation reaction throughout the cut.
Is a cutting torch safe for indoor fabrication shops?
Yes, cutting torches are safe for indoor professional use when the shop has adequate ventilation, appropriate fire prevention measures in place, and operators wearing correct PPE including shade lenses and flame-resistant clothing.