

Most welders assume that a high-amperage machine automatically qualifies as heavy-duty. That assumption leads to burnt-out equipment, failed welds, and costly downtime on industrial jobsites. What is heavy-duty welding, really? It is a category defined by sustained thermal performance, specific duty cycle ratings, and processes engineered for thick, load-bearing metal components. Understanding this distinction matters whether you are fabricating commercial truck frames, structural steel, or oil and gas pipelines. This guide breaks down the technical criteria, the right techniques, and what separates a genuine heavy-duty operation from one that is simply running high amps until something fails.
Table of Contents
- Key Takeaways
- What heavy-duty welding actually means
- Techniques used in heavy-duty welding
- Heat management and defect prevention
- Heavy-duty welding applications across industries
- My take on what the industry gets wrong
- Gear up for heavy-duty work with Simpleweld
- FAQ
Key Takeaways
| Point | Details |
|---|---|
| Duty cycle defines heavy-duty | Heavy-duty welders operate at 60% to 80% duty cycles, not just high amperage ratings. |
| Process selection drives quality | Matching the welding technique to the material and environment prevents structural defects. |
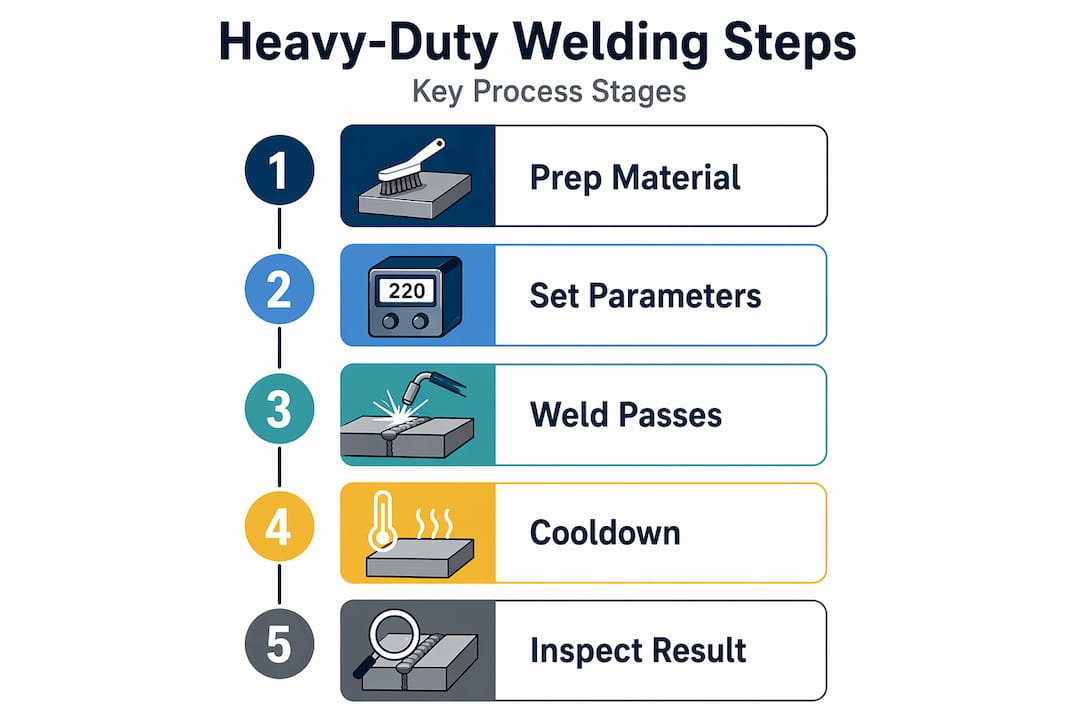
| Heat management is non-negotiable | Preheating to 200°F and controlling travel speed prevent hydrogen cracking and distortion. |
| Applications span critical industries | Commercial trucks, pipelines, and construction frameworks all depend on heavy-duty welding. |
| Equipment and operator skill both matter | Even the best machine produces poor welds without precise heat input and technique control. |
What heavy-duty welding actually means
The term gets used loosely, but the technical definition is specific. Heavy-duty welding uses high-heat, high-amperage equipment to fuse or repair thick, load-bearing components such as commercial vehicle frames and industrial pipelines. That covers the process. What separates heavy-duty equipment from standard machines is the capacity to sustain that output over long working periods without thermal overload.
This is where duty cycle becomes the real defining factor. Duty cycle for heavy-duty machines typically ranges from 60% to 80%, meaning the machine can weld for 6 to 8 minutes out of every 10-minute window without overheating. A 60% duty cycle at 300 amps is far more useful in production fabrication than a machine rated at 400 amps but only capable of 20% sustained output. The amperage number on the spec sheet tells you the ceiling. The duty cycle tells you how long you can actually work at that level.
Heavy-duty machines are engineered with greater thermal load tolerance than light-duty equipment. That means beefier transformers, larger cooling systems, and more durable internal components. Common machine types classified as heavy-duty include industrial MIG welders, multi-process welders rated for 300 amps and above, and dedicated Submerged Arc Welding systems used in pipe fabrication and structural steel production.
Key characteristics that define heavy-duty welding equipment:
- Duty cycle of 60% or higher at rated amperage
- Amperage range typically starting at 250 amps, often reaching 600 amps or more
- Robust thermal management systems including forced air or liquid cooling
- Compatibility with high-deposition wire or electrode systems
- Industrial-grade input power requirements (three-phase 480V in many cases)
Pro Tip: When comparing machines, always check the duty cycle at the amperage you will actually use, not at the maximum rated amperage. Manufacturers often list duty cycle at reduced amperage, which can be misleading for industrial buyers.
Techniques used in heavy-duty welding
Choosing the right process is not a preference decision. It directly determines weld quality, throughput, and structural integrity. Effective processes for heavy-duty applications include Submerged Arc Welding and Self-Shielded Flux-Cored Arc Welding, each suited to specific conditions. Here is how the main processes break down in heavy-duty contexts.
| Process | Best application | Key advantage |
|---|---|---|
| SAW (Submerged Arc) | Long seams on thick plate, pressure vessels, pipe | Extremely high deposition rates, minimal spatter |
| FCAW-S (Self-Shielded Flux-Cored) | Outdoor structural steel, field repairs | No external gas needed, wind resistant |
| MIG (GMAW) | Thick steel in shop environments | Speed, automation compatibility, consistent bead |
| TIG (GTAW) | Stainless, aluminum, critical alloy joints | Precision, superior alloy control |
| Stick (SMAW) | Field repairs, maintenance welding | Portability, works on rusty or dirty surfaces |

MIG welding is favored for thick steel plates because of its speed and ease of automation in shop environments. TIG provides the precision needed for critical alloy components where contamination cannot be tolerated. FCAW-S is the field welder’s go-to when shielding gas bottles are impractical, which describes most structural steel erection jobs.
SAW deserves more attention than it typically gets in general discussions of welding. For long, straight seams on plate thicknesses above 1 inch, nothing competes on deposition rate or consistency. The flux covering eliminates spatter entirely and dramatically reduces operator fatigue. Pipeline fabrication shops and bridge fabricators rely on it specifically because productivity at those thicknesses would otherwise be impossible to sustain.
The process selection matters as much for durability as for speed. For more on how MIG suits thick fabrication, the technique-specific advantages translate directly to heavy-duty shop environments. Matching the process to the material, joint geometry, and environment is what separates a good weld from one that cracks under load six months later.
Heat management and defect prevention
This is where most heavy-duty welding failures actually originate. High amperage creates heat. Uncontrolled heat creates defects. The relationship between them is where operator skill has the greatest impact on weld integrity.
Follow these steps to manage heat correctly in heavy-duty applications:
-
Preheat thick material. Preheating thick steel to 200°F before welding reduces hydrogen absorption in the weld zone and improves fusion quality. On material above 3/4 inch thick, skipping preheat is one of the most common causes of cracking after the joint has cooled.
-
Set amperage to match the joint, not the machine maximum. Overdriving amperage on thinner sections of a heavy assembly burns through and weakens the surrounding base metal. Under-driving on thick sections leaves incomplete fusion that will not show up visually but will fail under load.
-
Control travel speed consistently. Minor adjustments in torch travel speed and electrode angle significantly influence weld penetration depth and bead width. A travel speed that is too slow creates excessive heat input and distortion. Too fast produces a narrow, under-fused bead.
-
Maintain a clean work surface. Weld quality depends on clean surfaces, correct power settings, and appropriate shielding gas. Rust, mill scale, oil, and moisture all introduce hydrogen into the weld pool. On thick structural material, this leads directly to hydrogen-induced cracking.
-
Inspect during and after welding. Visual inspection catches surface defects. Magnetic particle or ultrasonic testing is standard for critical structural welds and finds internal discontinuities that visual inspection misses entirely.
Improper heat management causes hydrogen cracking and weld defects, which frequently lead to structural failures. In a truck frame or a crane boom, a cracked weld is not a repair ticket. It is a catastrophic failure waiting for the right load condition.
Pro Tip: When welding multi-pass joints on heavy plate, allow each pass to cool slightly but not completely before starting the next. Maintaining interpass temperature in the 250°F to 400°F range keeps the joint ductile and minimizes residual stress buildup.
For a deeper look at avoiding defects in structural contexts, the structural welding techniques guide covers specific strategies for maintaining integrity across different joint types.
Heavy-duty welding applications across industries
The scope of heavy-duty welding applications is broader than most people realize. These are not just large shops doing large jobs. The industries that depend on it include some of the most economically critical infrastructure in the country.
- Commercial trucking. Frame repairs, fifth-wheel mounting plates, suspension brackets, and trailer structural members all require heavy-duty welds that withstand constant vibration, load cycling, and impact. A failed frame weld on a loaded semi does not just damage the truck. It is a highway safety event.
- Construction and structural steel. Column base plates, beam-to-column connections, and heavy plate girders for bridges are fabricated and field-welded using heavy-duty processes. These are welds that extend asset lifespan and prevent the kind of gradual failure that infrastructure inspectors dread finding.
- Oil and gas pipelines. High-pressure pipe welding demands full-penetration welds with post-weld heat treatment and radiographic inspection as standard practice. The consequences of a weld failure here include environmental disaster alongside the obvious safety hazards.
- Heavy machinery repair. Excavator buckets, mining conveyor frames, crusher components, and press platens are all repaired through heavy-duty welding rather than replaced when economic sense favors repair. Heavy-duty welding as preventative maintenance extends equipment life and reduces catastrophic failures.
- Agricultural and industrial equipment manufacturing. Loader arms, hay baler frames, and grain auger housings are fabricated from heavy plate that requires sustained, high-deposition welding to produce consistent joints across production volumes.
Exceeding duty cycle causes thermal overload and premature machine failure, which becomes particularly damaging in production environments where downtime has a direct dollar cost per hour. Matching equipment capacity to the actual production demand is as much a financial decision as a technical one.
My take on what the industry gets wrong
I have seen shops buy machines based on the amperage rating on the sticker, run them at 100% duty cycle until they shut off from thermal protection, and then complain the machine is defective. The machine was not defective. The selection process was.
The misconception that high power defines heavy-duty is genuinely persistent, and it costs shops money every year in burnt equipment and botched welds. What actually defines a heavy-duty operation is sustained output matched to the job, which means knowing your required amperage, your expected arc-on time per hour, and buying equipment with a duty cycle that covers that demand with margin to spare.
The other thing I would push back on is the idea that better equipment fixes technique problems. I have watched skilled welders produce impeccable joints on mid-range equipment and novice welders destroy expensive machines with poor heat input habits. Operator skill in heat management is as critical as machine specs. The machine gives you the capacity. The welder decides whether that capacity produces structural integrity or a defect waiting to propagate.
If I could give one piece of advice to any shop evaluating heavy-duty welding capacity, it would be this: define your actual production requirement first, buy equipment sized to that requirement with a 20% duty cycle buffer, and invest equally in training operators on heat control and joint preparation. That combination beats any single equipment upgrade every time.
— Taylor
Gear up for heavy-duty work with Simpleweld

When your projects demand sustained high-amperage output and true industrial performance, the equipment you choose makes the difference between productive runs and unplanned downtime. Simpleweld carries a full selection of heavy-duty welders from top brands, including multiprocess machines with the duty cycles and amperage range that serious fabrication shops and contractors actually need. You will also find the welding rods and consumables compatible with heavy-duty techniques like FCAW-S, SAW, and Stick. Round out your setup with welding safety gear built for the heat exposure and arc intensity that industrial welding produces. Browse the full catalog at Simpleweld and spec out your next heavy-duty build with confidence.
FAQ
What defines a heavy-duty welder vs. a standard welder?
A heavy-duty welder is classified primarily by its duty cycle, which typically runs 60% to 80% at rated amperage. Standard light-duty machines often drop to 20% to 30% duty cycles, making them unsuitable for sustained industrial welding.
What processes are used in heavy-duty welding?
The most common heavy-duty welding techniques include Submerged Arc Welding for high-deposition seam work, FCAW-S for outdoor field applications, and industrial MIG for thick plate fabrication in shop environments.
Why does preheating matter in heavy-duty welding?
Preheating thick steel to around 200°F reduces the risk of hydrogen cracking and improves weld fusion. On material above 3/4 inch thick, skipping preheat is a primary cause of post-weld cracking.
What industries rely most on heavy-duty welding?
Commercial trucking, structural steel construction, oil and gas pipelines, and heavy machinery repair are the primary industries where heavy-duty welding applications are critical to safety and equipment longevity.
Can exceeding duty cycle damage a welder?
Yes. Running a machine beyond its rated duty cycle causes thermal overload, triggering protective shutdowns or, over time, causing permanent damage to internal components and significantly shortening machine lifespan.